

作者:华威机械 发布时间:2019-09-24 08:05:56 浏览次数:194次
沧州华威生产铸铁T型槽平台销售以客为尊,对防锈底漆的基本要求是:与铸件表面有良好的附着力,有良好的防锈性能,对其上层油漆有良好的结合力,便于施工和保存等。常用的防锈底漆有油脂漆、树脂漆、沥青漆、磷化漆等。它们的性能和应用范围各不相同。铸铁装配平板经清理。检验合格后,通常在非加工面或全部表面上涂以防锈漆。应用时应仔细了解。在选用。在生产中铸铁装配平板一般用人工刷漆工艺简单。经济方便适用于单件生产的铸件。1、铸铁装配平板的工作环境。各种防锈漆适用的工作环境是不同的。因此在选择是应了解铸铁装配平板的工作环境。2、底漆与上层漆不须配套。铸铁装配平板除了上底漆之外。还要上面漆。面漆多数是在机械加工之后进行。因此应考虑底漆与面漆之间的粘合。通常同类漆料配制的底漆与面漆是配套的。具有较强的粘合力。不同类型漆料配制的底漆与面漆。可能不配套。互相不能很好粘合。因而要了解漆的性能。3、防锈底漆的施工方法。防锈底漆各自都有自己好的施工涂装方法。要确认本厂或车间是否具备这样的条件。
生产铸铁T型槽平台销售以客为尊
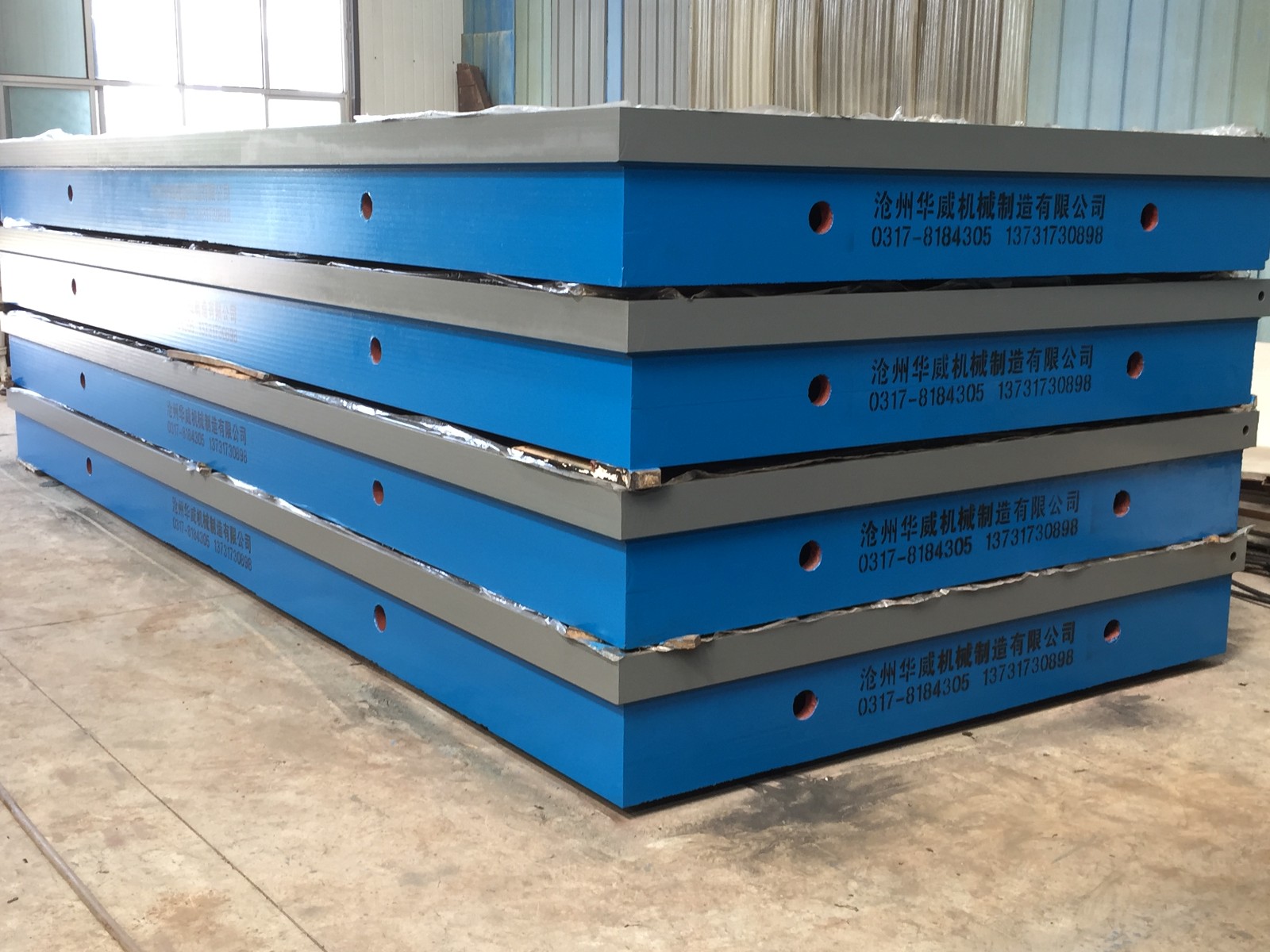
根据用户要求,在铸铁平台工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。平台应采用细颗料的灰口铸铁或合金铸铁制造。平台工作面应采用刮削工艺,对于“3”级平台工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um(按GB1031-83《表面粗糙度参数及其数值》)。铸铁平台应经过稳定性处理和去磁。铸铁平台工作面的硬度应为HB170-220。
对刮研作一简单的处理取平均值,1号铸铁平板为37.36微米,2号铸铁平板刮研为9.06微米,二者相差3倍多。根据磨擦曲线损量与摩擦时间的关系,划线平板使用始终处于初期磨损阶段,曲线呈线性,磨损量与摩擦时间是正比关系。从上面的划线平板、检验平板磨损情况的调查可得,1号平板是2号平板使用寿命的五倍。很明显可以看出,刮研对划线平板的使用寿命的影响是不容忽视的。
就目前而言,振动时效的实际应用表明其残余应力的效果是明显的,但却表现出了时效效果的不稳定性和难控制性,对其机理的掌握不够是个重要的原因。机理的理论本身的不性而未能形成一个具有说服力的体系。系统完整地振动残余应力机理应该包括:激振力作用下金属内部位错如何变化;位错变化终究要是如何使残余应力降低;振动残余应力为什么在降低残余应力的情况下可以提高工件的尺寸稳定性而不像热处理那样,降低残余应力的同时降低尺寸稳定性;振动残余应力又是如何影响金属其他机械性能的;振动残余应力究竞会否造成工件疲劳破坏等。对这些问题的正确回答以及建立一个完整的、的、令人满意的理论体系是推广振动时效技术应用的重要环节。
联系电话:15100844995



Copyright © 2023-2024 http://www.czhwjx.net All Rights Reserved 沧州华威机械制造有限公司 冀ICP备13008266号-2

