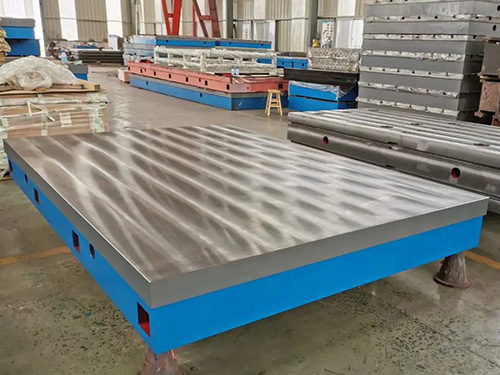
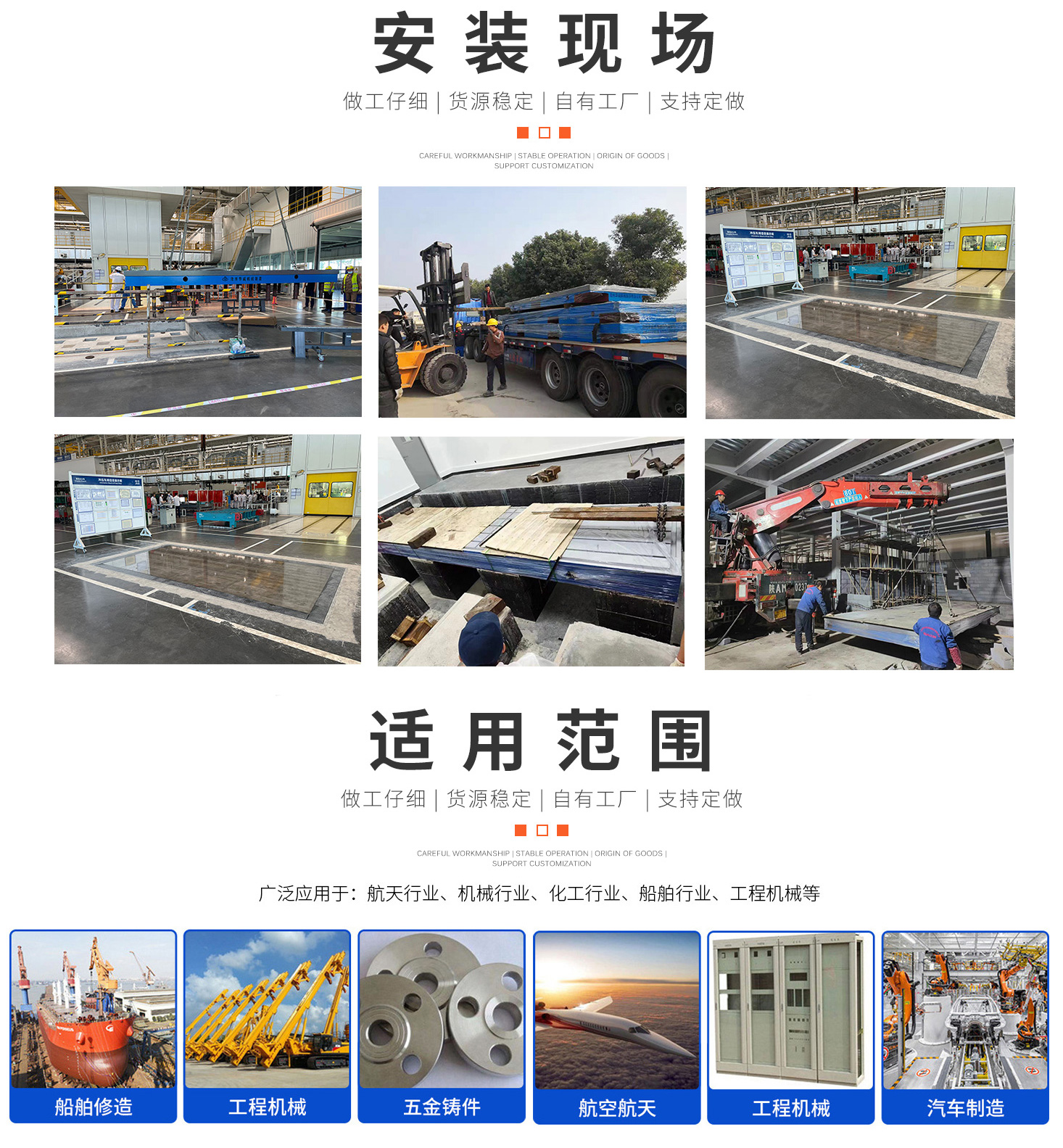
铸铁平板用途比较广泛,应用于机械制造、化工、五金、航空航天、石油、汽车制造、仪器仪表制造等行业。
铸铁平板:主要用于检验工件误差的基准,检验平板/检验平台在机械制造过程中起着至关重要的作用它是每个工件出厂前检验的基本基准工具。
铸铁平板按其结构,铸铁平板分为筋板式和箱体式,岩石平板分为凸缘式和无凸缘式。
铸铁平板按其用途分为检验平板、划线平板、装配平板、铆焊平板、焊接平板、压砂平板等。按其准确度级别分为、1、2、3级平板,岩石平板可达到000级,其中2级以上为检验平板,3级为划线平板。
铸铁平板使用磨损后,可以重新修刮恢复其精度。
铸铁平板可用涂色法检验零件平面度,具有准确、直观、方便的优点。在经过刮研的铸铁平板上推动表座、工件比较顺畅,无发涩感觉,方便了测量,了测量准确度。
铸铁平板的铸铁质量和热处理质量对平板使用性能产生较大影响:或因残存较大内应力使工作面变形;或因不损使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用铸铁平板注意铸铁材料的选择,采用时效处理等方法铸铁平板的残余应力。
铸铁平板大的规格:
铸铁平板工作面硬度:硬度为HB107-240。经过两次人工处理(人工退长600度—700度或自然时效2—3年)使用该产品的稳定。性良好。
铸铁平板材质:铸铁HT200-300
铸铁平板规格:100*100----3000*6000。(大于此规格的平台可以拼装使用或图纸定做)
铸铁平板精度:按照标准计量检定规程执行。分别为0、1、2、3四个等级。
铸铁平板的技术要求
1、平板工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等缺陷。
2、平板的铸造表面应清楚型砂且平整,涂漆牢固。
3、精度等级为0级~3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。
4、平板应采用细密的灰口铸铁等材料制造,其工作面硬度应为170~240HB。
5、平板工作面通常采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra允许值为5μm。
6、平板应去磁和稳定性处理。
7、平板相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的变形。
8、若平板工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。
铸铁平板的用途:铸铁平台可以用于检验机械零件平面度、平行度、直线度等形位公差的测量基准,也可用于零件的划线和测量、实验、铆焊、焊接、基础、工作台等,工作面采用刮研工艺,工作面可以设计圆孔、长方孔、方孔、T型槽、U型槽、V型槽。
铸铁平板的注意事项
平板在使用时要行安装调试。然后,把平板的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量不可以超过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用。
铸铁平板在检定中如何评定刮研接触斑点
铸铁平板是广泛用于机械行业测试、检验、划线的重要工具。为延长铸铁平板的使用寿命,使用精度.刮研接触斑点质量是铸铁平板的一项重要技术指标。
铸铁平板的保养
1、为了防止铸铁平板发生的变形,在吊装铸铁平板时,要用四根同样长度的钢丝绳同时挂住铸铁平板上得四个起重孔,将铸铁平板平稳吊装在运输工具上。
2、将铸铁平板支承点垫好、垫平,每个支撑点受力均匀,整个铸铁平板平稳。
3、铸铁平板安装时将铸铁平板板的各个支撑点用调整垫铁垫好、垫实,由技术人员将铸铁平板调整至合格精度。
4、铸铁平板使用时要轻拿轻放工件,不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。
5、为了防止铸铁平板整体变形,使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
6、铸铁平板不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平板的外包装将铸铁平板盖好,以防止平时不注意造成对铸铁平板工作面的损伤。
7、铸铁平板应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
8、铸铁平板按标准实行定期周检,检定周期根据具体情况可为6-12个月。
杭州铸铁平板黑龙江铸铁平板吉林铸铁平板辽宁铸铁平板北京铸铁平板上海铸铁平板南京铸铁平板湖北铸铁平板河南铸铁平板南昌铸铁平板福建铸铁平板广东铸铁平板重庆铸铁平板山东铸铁平板江西铸铁平板

Copyright © 2023-2024 http://www.czhwjx.net All Rights Reserved 沧州华威机械制造有限公司 冀ICP备13008266号-2