

作者:华威机械 发布时间:2024-04-16 23:40:43 浏览次数:200次
焊接工装在调试完成后即可使用,室温控制在20±5℃使,在台面上检测工件要轻放轻挪,不要集中使用一个区域,尽量均匀使用整个焊接工装的面积。焊接工装的平面上不易长期放置沉重工件,以及影响对角出现变形。在焊接工装使用中,需要轻拿轻放任意工具减少磕碰,和必免过大的冲压力。
焊接工装的平面上不易长期放置沉重工件,以及影响对角出现变形。焊接工装需要坚持做好日常点点滴滴的维护工作,细节很重要,可以延长使用寿命!焊接工装不易变形的前提下就是需要选合格的焊接工装,要经过自然时效处理或者人工热处理减少内应力等符合我国标准工艺的。
在焊接工装的相对两个侧面上,应设置有安置手柄、吊环等吊装办法的罗纹孔或圆柱孔。设计吊装孔位置应考虑尽可能削减因吊装而引发的变形。焊接工装的包装和证件应当完整,焊接工装表面不该有锈迹、划痕、碰伤及其余影响使用的表面缺点。焊接工装是用于工件检测或划线的平面基准器具。平台安装应调至水平、负荷均匀分布于各支点上,环境温度(20±5℃),使用时应避免震动。
焊接工装不高的形成原因焊接工装除了本身具备的特性外,还有别其他的特性。工作平台的经用性强,切削足而长期,一般在轻度的导砂后,它的切削性也是很好的,在推研的时候仍就很流畅。焊接工装不高的形成原因焊接工装除了本身具备的特性外,还有别其他的特性。
焊接工装对防锈底漆的基本要求:
1、防锈底漆的施工方法,防锈底漆各自都有自己好的施工涂装方法。要确认本厂或车间是否具备这样的条件。
2、焊接工装的工作环境,各种防锈漆适用的工作环境是不同的。因此在选择是应了解焊接工装的工作环境。
3、底漆与上层漆不须配套,焊接工装除了上底漆之外。还要上面漆,面漆多数是在机械加工之后进行。因此应考虑底漆与面漆之间的粘合。通常同类漆料配制的底漆与面漆是配套的,具有较不错的粘合力。不同类型漆料配制的底漆与面漆。可能不配套,互相不能很好粘合。因而要了解漆的性能。
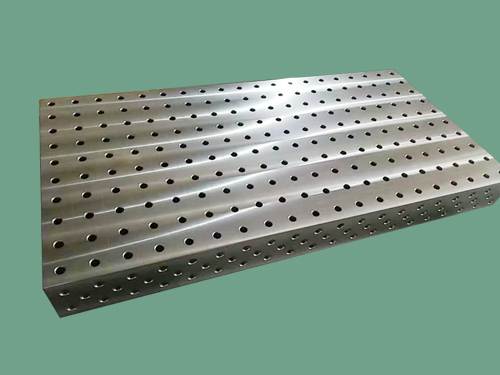
焊接工装无锈迹、滑痕等其他影响使用的外观缺陷,不允许有严重影响使用性能的砂眼、气孔、裂纹等铸造缺陷。焊接工装加工面涂防锈油,非加工面涂防锈漆,面漆。为提升焊接工装平台的抗变形能力,按材料力学强度理论,采用箱型筋式结构,截面采用的半封闭式箱型截面,使平台纵横剖面均呈“工”字梁结构。
焊接工装需进行两次人工时效处理。一次时效处理在粗加工前,以去掉铸造应力二次人工时效处理在粗加工后,以去掉粗加工产生的应力。全部焊接工装的调整采用可调垫铁调整,使平台调整方便且降低需方采购成本。焊接工装外观及表面质量。为减小装卸起吊平台过程中焊接工装自重对平台精度的影响,全部平台吊装孔设计符合支点原理。
焊接工装热处理辅助措施:
1、调质处理,其目的是获得回火索氏体组织,以减少淬火变形和提升焊接工装加工的光洁度。
2、时效处理。为了进一步提升尺寸稳定性,淬火、回火后,再在120~150℃进行24~36h的时效处理,这样可去掉焊接工装残余内应力,增加尺寸稳定性而不降低其硬度。总之,焊接工装的热处理为除了要进行一段过共析钢的正常热处理之外。还需要有三个附加的热处理工序,即淬火之前进行调质处理、正常淬火处理之间的冷处理、正常热处理之后的时效处理。
3、淬火和低温回火。焊接工装为过共析钢,通常采用不全部淬火加低温回火处现在确定硬度的前提下,尽量降低淬火温度并进行预热,以减少加热和冷却过程中的温差及淬火应力。
4、冷处理。精度不错焊接工装在淬火后进行冷处理。以减少残余奥氏体量。从而增加尺寸稳定性。冷处理温度一般为一70—-80℃并在淬火冷却到室温后立即进行,以免残余奥氏体发生陈化稳定。
Copyright © 2023-2024 http://www.czhwjx.net All Rights Reserved 沧州华威机械制造有限公司 冀ICP备13008266号-2

